激光焊接原理及工艺应用
833
2022-12-12

目录 / Contents
PART 01 激光焊接优势及组成
PART 02 机器人激光焊
PART 01 激光焊接优势
◆ 焊缝平滑美观,无需打磨或者打磨量很小
◆ 通过控制激光能量,抗电磁干扰
◆ 能量集中,热输入低,焊缝不变形,或者形变量很小
◆ 多种焊接工艺,可进行点焊、缝焊、平焊、内角焊、外角焊、仰焊等
◆ 焊接效率高,速度快
机器人激光焊接难点◆ 激光焊接头、激光控制系统种类繁多,控制模式复杂,行业没有标准通信协议
◆ 开光、关光流程中,激光焊接工艺与机器人运动强耦合,控制难度高
◆ 焊接过程中,输出功率需要与运行速度相匹配
◆ 送丝和功率控制分离,送丝一般有单独的操作界面,用户操作复杂
◆ 送丝控制难度高,容易沾丝、堵丝、弧坑、焊瘤
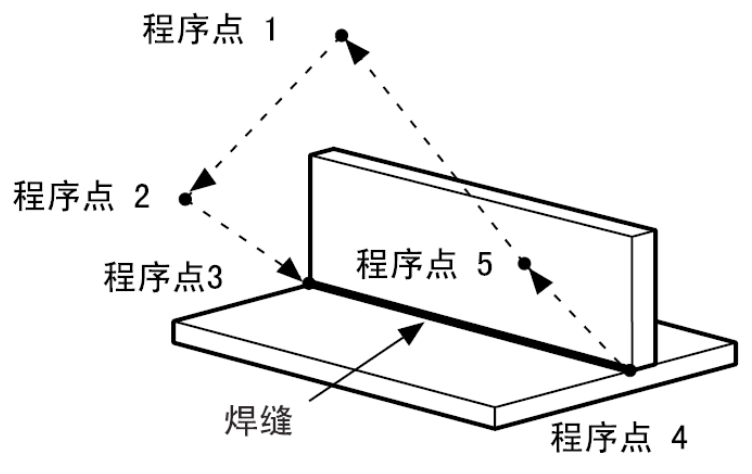
◆ 激光焊接焊缝较细,对机器人轨迹精度要求比较高
◆ 机器人要控制激光 PWM,需定制专用硬件
◆ 机器人操作难度高,需要提高易用性
PART 02 机器人激光焊接组成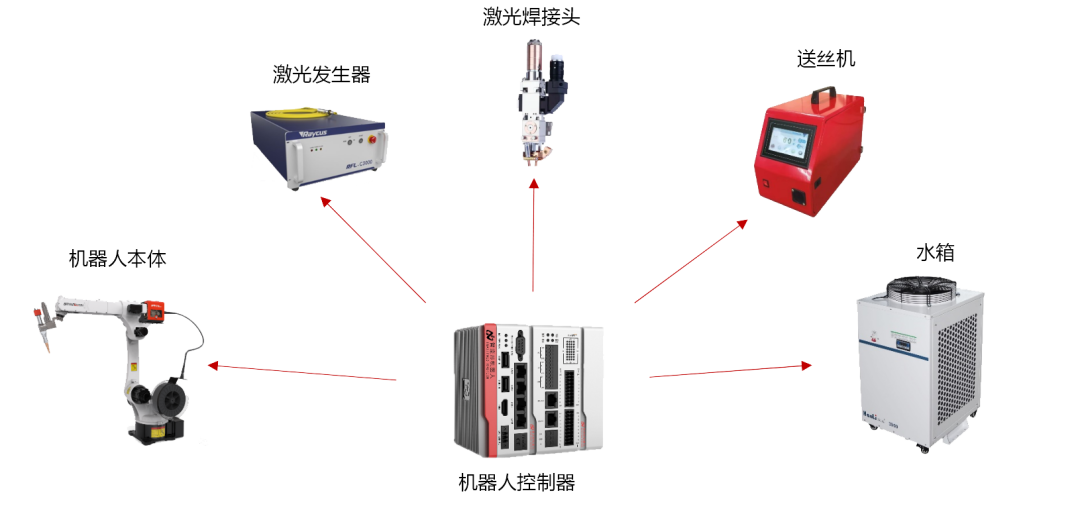
机器人激光焊接功能特点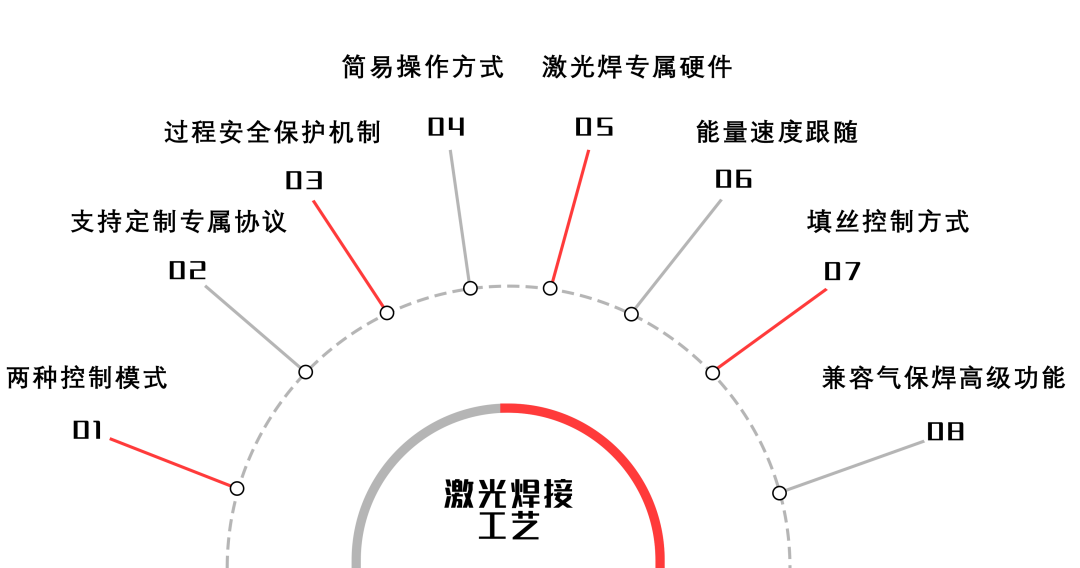
1. 两种控制模式◆ 机器人内控模式
机器人机器人负责运动和激光焊接工艺流程控制,可以统筹运动和工艺效果。
◆ 机器人外控模式
机器人只负责运动和切换工艺号,焊机控制焊接流程,可兼容集成商已有的大部分焊机产品,包括手工激光焊改造焊机。
2 伺服电机精准控制填丝
◆ 伺服电机驱动送丝,精准控制送丝滞后时间、提前回抽距离、焊后回抽时间、回抽再送丝时间,克服沾丝、焊瘤等问题
◆ 伺服控制送丝方向,保持送丝方向与运动方向一致
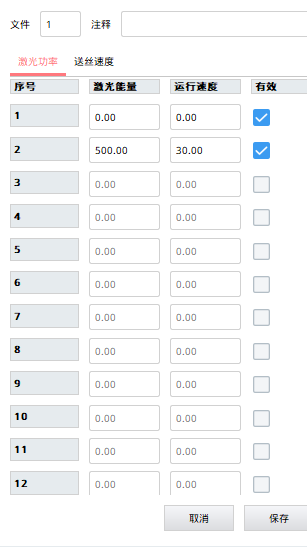
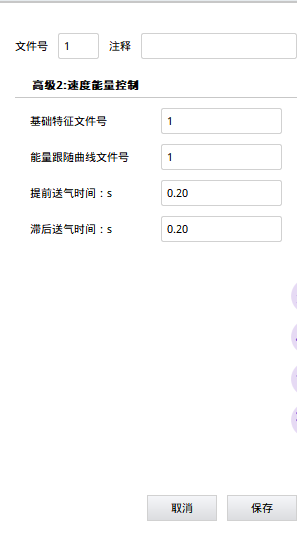
3 能量跟随实时速度
◆ 1ms周期控制激光能量跟随
◆ 跟随速度变化调整实时功率
◆ 焊接过程中动态切换不同焊接功率
4 激光焊专属硬件同一模块集成多种接口,快速连接各个模块
• 16路数字量输入输出
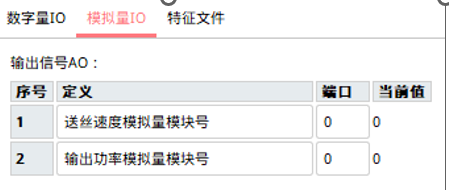
• 2路模拟量输入输出
• CAN通信
• PWM脉冲调制输出
• RS485
• RS232


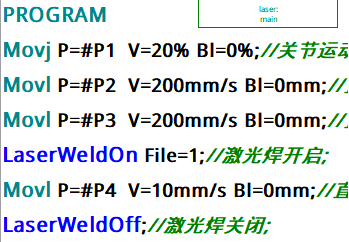
5 简易操作方式:测试快捷按钮与专用指令


6. 过程安全保护机制
◆ 过程中实时监控焊机组件状态
◆ 异常情况强制禁止出光,保证安全
◆ 只需配置IO,无需编写后台PLC

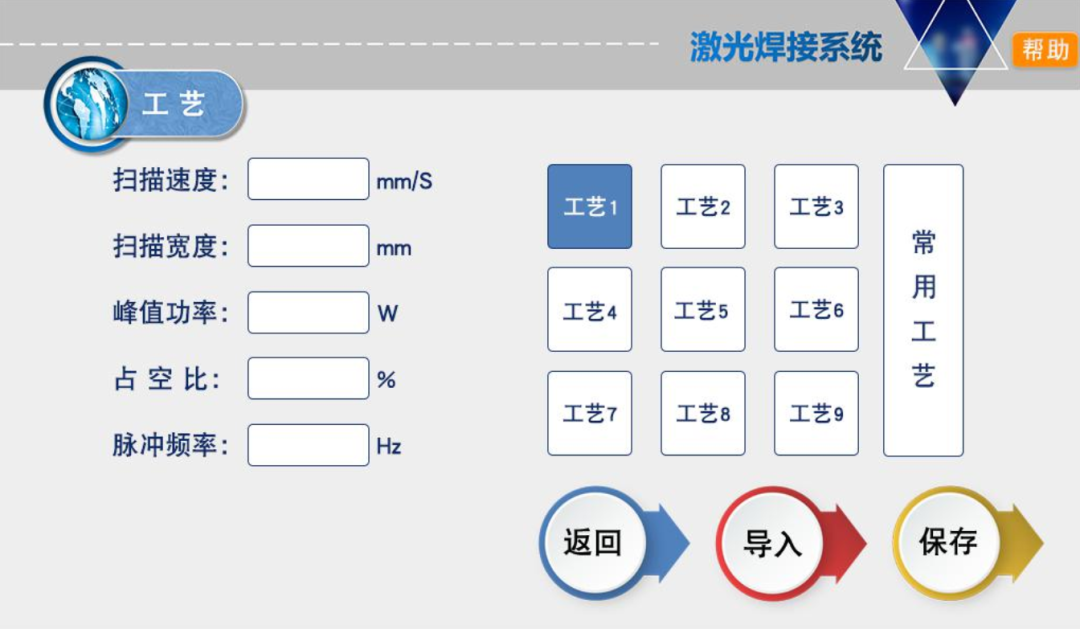
7 支持定制专属协议
◆ 支持Modbus-RTU数字量通信,定制复杂协议
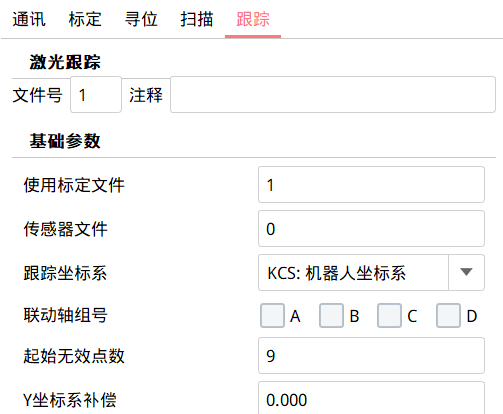
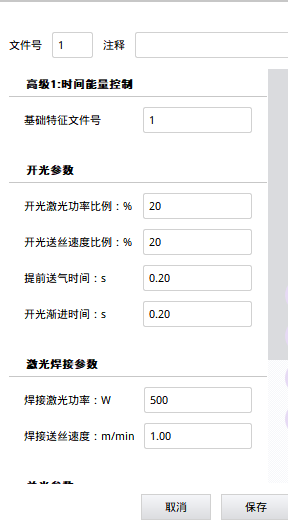
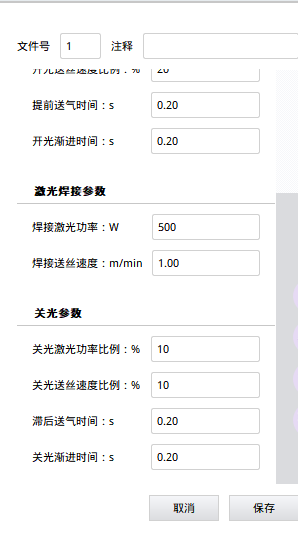
◆ 在机器人示教器上设置激光焊接所有参数,摆脱多个操作屏


8 可结合激光焊缝寻位和跟踪
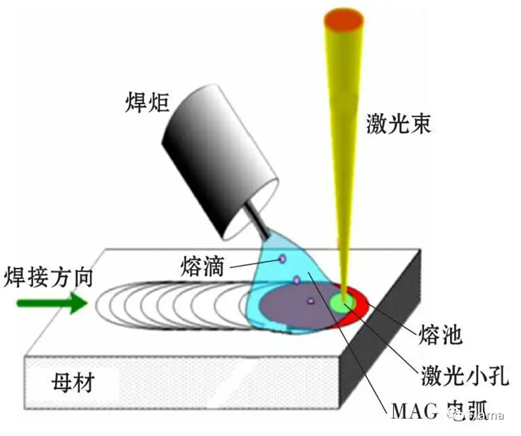
◆ 兼容气保焊高级焊接工艺
◆ 支持激光-气保复合焊接