激光焊接原理及工艺应用
871
2023-02-09
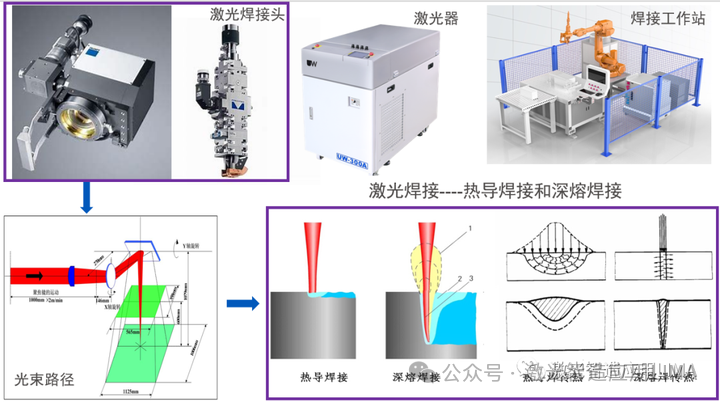
激光焊接是利用高能量密度激光束聚焦在材料上,使材料表面吸收高强度激光能量熔化,然后通过激光冷却固化实现材料焊接,具有焊接性能优越、热影响区小、焊接质量稳定、焊接变形小、焊接速度快、自动化程度高、焊接难度大等优点。激光焊接技术作为一种先进的加工和再制造方法,在现代航空航天、国防和国家建设中发挥着越来越重要的作用。
常规激光焊接工艺及应用。
传统的激光焊接工艺是激光焊接的基本工艺。它以高能密度激光束为热源,作用于待焊材料,引起固液相变,实现待焊材料的原位连接。焊接过程中高温蒸发在基体表面产生的气流波对焊接接口有一定的清洁作用。
在传统的激光焊接过程中,明镭激光独立开发了许多不同的激光头,包括高速振动镜手持头、T型焊接头和迷你摆动焊接头,如图1所示。手持式焊接头内部设计灵巧,交互控制系统好,光斑宽度可调,焊接容错性强,弥补了激光焊接光斑小的缺点,扩大了加工部件的公差范围和焊接宽度,获得了更好的焊接成型;当焊缝间隙较大时,为了改善焊缝成型,提高焊接结构的适应性,可以加入送丝机构。T型焊接头是一种直接可调的小功率焊接头,可根据产品特点相应调整,达到最佳焊接效果。它在焊接小金属器件方面有很大的优势,尤其是眼镜框焊接。迷你摆动焊接头是一种轻量化、低成本、高稳定性的双电机摆动焊接头,不仅适用于平台焊接,还适用于国内小型机械手,灵活性高。该焊接头采用电机驱动X和Y轴振动镜头,具有各种摆动焊接参数,摆动焊接参数可以提高焊接质量。
常规激光焊接广泛应用于汽车工业、电子工业、医疗等领域。在汽车工业领域,激光焊接用于车顶、车身、侧框等钣金焊接。此外,激光焊接的影子还可以在汽车薄板结构件和汽车零部件的焊接中看到;在电子工业领域,由于激光焊接具有焊接热影响小、热应力低、热成形快的特点,在集成电路和器件的包装上具有独特的优势,近年来,激光焊接逐渐应用于印刷电路板的装配过程中;在医学领域,激光焊接逐渐应用于手术、心血管、眼科等手术辅助设备和工具,如心脏支架、胃镜活检钳、球囊导管等。与传统焊接相比,激光焊接是一种非接触式加工技术,热影响范围窄,效率高,能使医疗器械设备精度更高,性能更好。
激光复合焊接工艺及应用。
激光复合焊接工艺又称激光增强焊接工艺,是指将激光焊接与其他焊接方法相结合形成的新型焊接工艺。其优点是充分发挥相应焊接方法的优点,避免各自的不足。激光复合焊接技术分为电弧复合焊接技术、TIG复合焊接技术、等离子弧复合焊接技术、双激光束焊接技术等,广泛应用于电弧复合焊接技术和双激光束焊接技术。
激光电弧复合焊接技术是将激光和电弧热源结合起来,获得较大的焊接熔深,实现高效、高质量的焊接工艺的一种方法。它可以利用激光和电弧的特点来弥补激光焊接和电弧焊的缺点,两者的有机结合产生了新的特点(高能量密度、高能量利用率等)。),而激光自主开发的激光电弧复合焊是由12kw光纤激光和二氧化碳气体保护焊组成的旁轴复合焊。
双激光束焊接技术是利用一束高峰功率脉冲激光和一束连续激光,或两束脉冲宽度、重复频率和峰功率差异较大的激光对工件进行复合焊接的方法。在焊接过程中,两束激光一起照射工件,形成大的深熔孔,及时停止激光照射,可使等离子体云非常小或消失,改善激光能量的吸收和利用,增加焊接深度,提高焊接能力。明镭激光自主开发了光纤激光和蓝光激光复合双电机摆动复合焊接头。
光纤激光聚集光斑小能量大,更适合深熔焊接,蓝光聚集光斑大能量小可预热板,形成一定温度场,使熔池激光能量吸收更均匀,消除焊孔,提高焊接质量,提高光纤激光板吸收率,有效提高焊接效率和质量,减少焊接缺陷,对薄、高反射率或高导热材料具有更好的焊接适应性。
随着激光复合焊接技术的不断发展,其应用范围越来越广泛。在船舶厚板焊接中,激光复合焊接大大提高了焊接质量和焊接效率,一些国外造船厂甚至采用激光复合焊接方法进行船舶焊接;在汽车工业领域,激光复合焊接用于汽车门等部件的连接制造,也可用于新能源汽车动力电池托盘的连接制造;在石化工业中,激光复合焊接提高了油箱焊接的焊接质量和效率,在石油运输管道的焊接中,焊接过程更加稳定,焊缝成型良好,熔宽比好,无咬边、不融合等焊接缺陷,满足工程要求;在航空航天领域,激光复合焊接用于中厚板高强度钢的焊接,可大大降低工人的劳动程度,提高焊接生产效率。