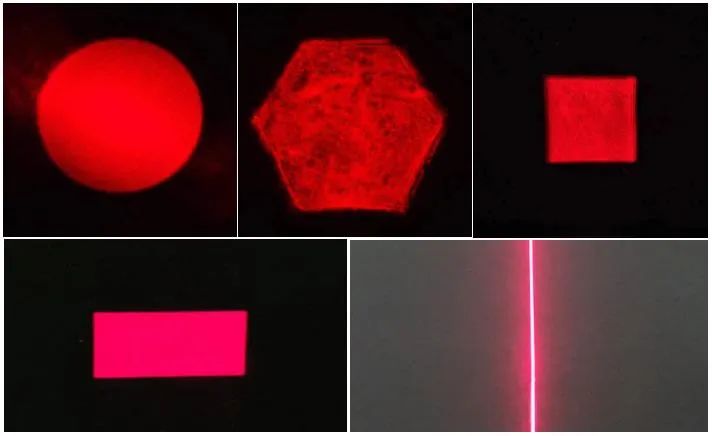
在激光工业制造中,通常会把激光的类高斯光束转成平顶光束。平顶光斑的特点是顶部能量均匀、边界非常锐利,即“过渡区”短、光斑上激光能量90%到10%的陡峭曲线能产生明显的激光边界,清晰地区分了激光处理区域和未经处理的区域。因此平顶光十分适合用于各类激光加工应用,达到高效且高精度的要求。光束整形器可以将高斯入射激光束转换成圆形、矩形、正方形、直线或其他自定义的形状。即使改变脉冲能量,平顶光斑都可以保持相同的有效面积。光束整形器产生的平顶光斑常用于激光加工,可以防止特定区域过度曝光或曝光不足。光束整形器的典型应用包括:激光焊接、激光切割、激光打标、激光印刷、激光打孔、激光钻孔、激光划片、激光烧蚀、激光熔融、激光快速成型、激光3D打印等激光镜头的光路设计及生产制造,以及miniLED焊接维修、LDI整形光源、激光医学、美学激光(景观)和娱乐激光等。技术科普问:
什么是光束整形?如何实现?有什么优势?
光束整形即采用光束整形透镜、镜片、微透镜或者不同形状光纤对光斑实现匀化效果。它主要是使用一种衍射光学元件,用于将高斯入射激光束转换成圆形、矩形、正方形、直线或其他自定义的形状。通过将激光束塑造成各种针对特定处理和工艺的能量分布,提高了激光制造的功率利用率和激光加工效果,实现了更高的激光加工效率和激光加工质量。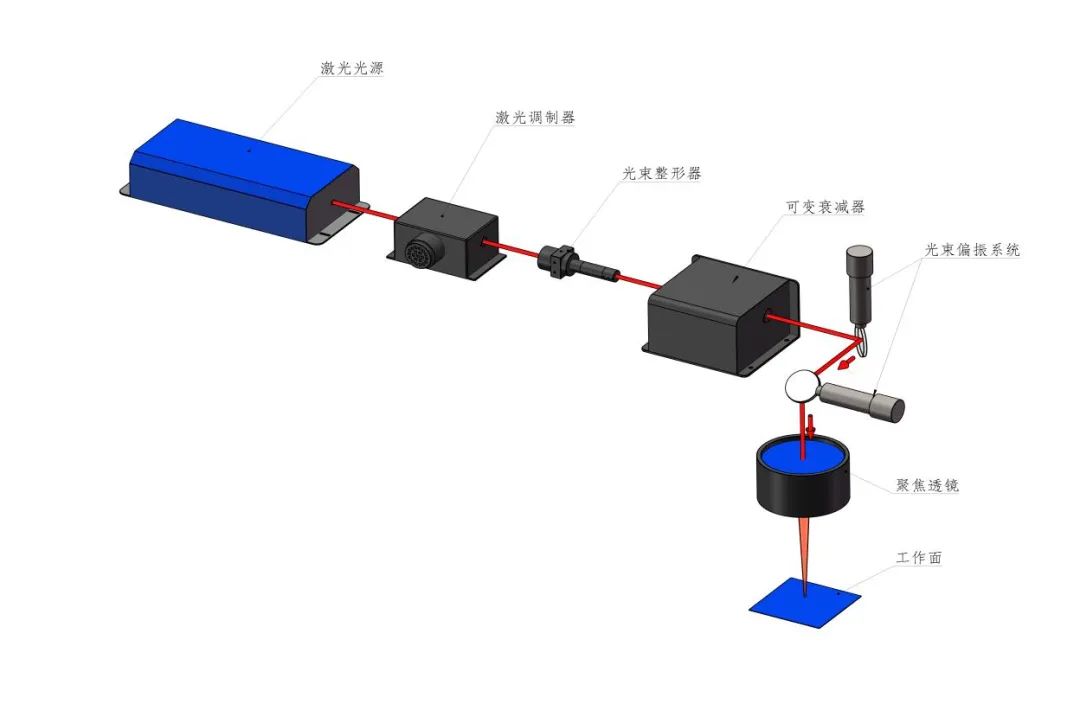
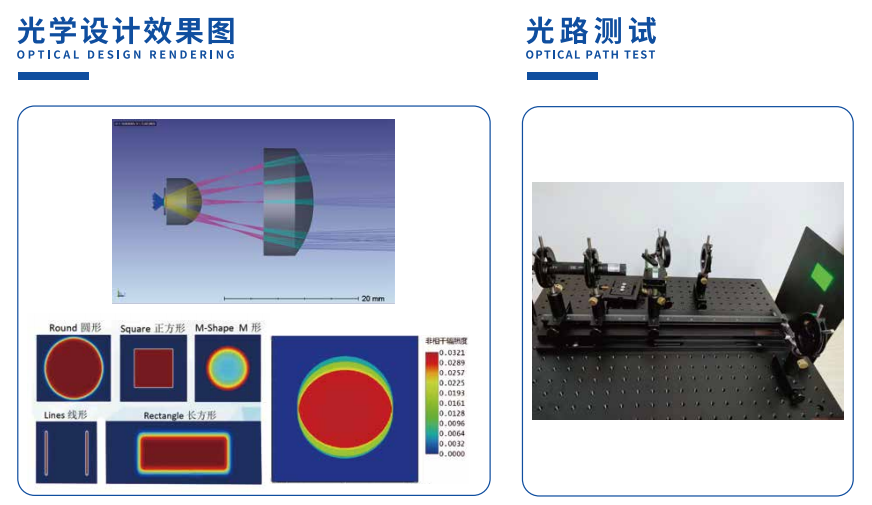 光束整形器使用原理
光束整形器使用原理
光束整形器应用中最经典的结构包括激光光源,光束整形器元件,聚焦光学元件和工作面。
每个平顶光束整形器用一组特定的光学系统参数来设计:入射激光波长 2.工作距离(EFL)3.入射激光光束参数(D)4.输出光斑尺寸(d)
光束整形使用注意事项与限制
为了获得高质量的平顶光斑性能,入射激光要准直射入,模式应为单模M²<1.3。如果M²值变大,则产生的平顶光斑的效果变差。
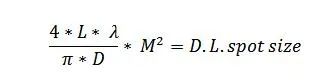
光束路径中的所有孔径必须至少比入射激光光束尺寸大2倍(大2.5倍最佳),因为太小的孔径会在输出光斑上产生干涉图样或波纹。这些孔径通常包括平面镜(用于光束折叠或扫描),扩束器,激光分束器和聚焦光学器件。光束路径中的所有光学器件应具有高质量,即具有低像差水平,以免增加波前误差并降低平顶光斑性能。在设计所需的输出平顶光尺寸时,要考虑到“衍射极限(DL)”,衍射极限是最小输出光斑尺寸的物理光学极限,即如果从系统中删除了光束整形器,理想的输出光斑尺寸就是衍射极限光斑的尺寸。根据经验,光束整形器的输出平顶光斑尺寸至少为如下公式定义的衍射极限光斑尺寸的1.5倍(对于M² = 1)。其中:L为聚焦光学器件的有效焦距,λ为入射激光波长,D为入射激光光束尺寸,M²为入射激光束质量参数。
光束整形器的质量因数
光束整形器效果的一些基本规则:
- 平顶光斑尺寸不可能小于衍射极限光斑尺寸。
- 光束整形器的尺寸和DL之间的因数决定了光束整形器的质量和效率。较大的因子可以使边缘更锐利。
- 光束整形器的过渡区不能小于0.5 DL,通常约为1-10 DL。
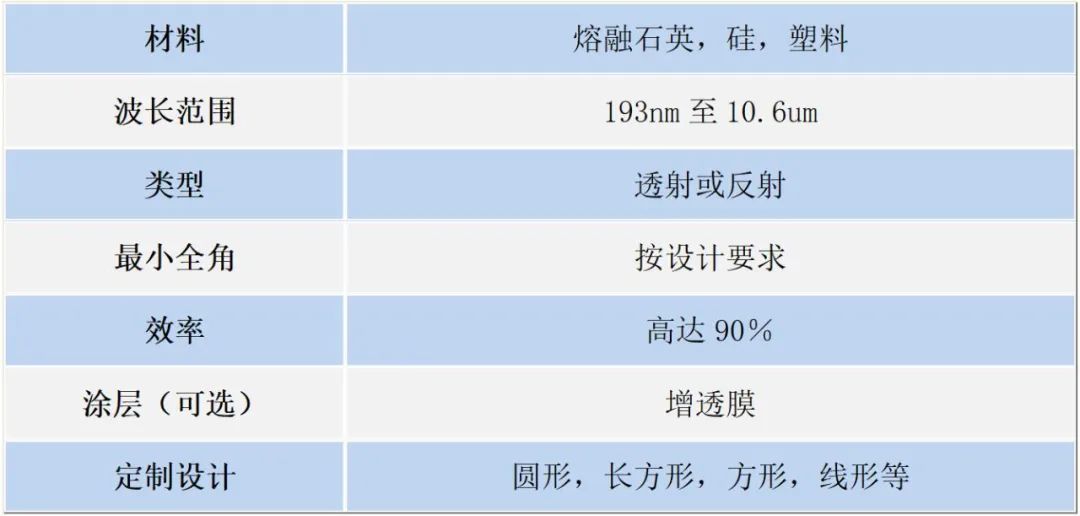
光束整形器的一般规格
表1
典型的光束整形器的公差表
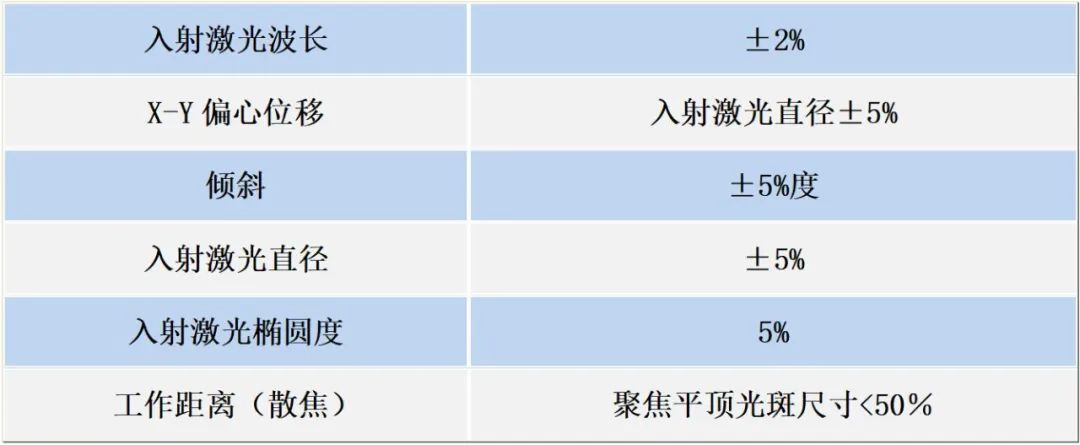
表2
来源:佳美电子