
如何提高动力电池量产阶段激光焊接的一次合格率和稳定性?
动力电池为汽车提供动力,在很大程度上决定了汽车的安全性、可靠性和耐久性。动力电池的电芯及模组的制造过程中都大量应用激光焊接这种特殊工艺,AIAG CQI-15规定了乘用车行业的激光焊接过程的特殊要求。
防爆阀是一种纯铝(1060或3003)的圆形薄片,厚度在0.08 ~ 0.1 mm之间。用红外光纤激光器焊接时,由于固态铝材对红外激光的反射率高,且材料很薄,如焊接工艺不当,防爆阀在激光焊接过程中容易出现过烧穿孔或者炸孔,使其失去泄压防爆的功能。
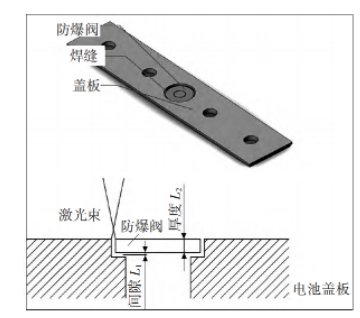
防爆阀焊接位置
产生原因:用红外激光焊接时,因固态铝合金表面对红外激光反射率很高,因此往往采用较高的激光功率,而防爆阀0.08 ~ 0.1 mm的厚度太小,很容易熔穿。
解决方案建议:选择合适的焊接工艺参数,以实现激光功率的陡升缓降,控制热输入。采用带有前置尖峰并以指数形式衰减的波形,通过前置尖峰可以提高铝材对激光的吸收率,而后续的指数衰减波可防止功率密度过高导致的穿孔。
产生原因:激光焊接过程中熔池内的气体逸出所引起。
气体的来源:1)动力电池盖板和防爆阀是厚度很薄的冲压件,加工后容易残留润滑油、清洁液。在高功率密度的激光作用下,这些液体极易汽化并上浮到熔池表面,爆裂的同时产生大量飞溅而在焊缝表面留下凹坑,形成炸孔。2)防爆阀的宽厚比一般可达30左右,焊接时因受热而极易产生热变形翘曲,导致防爆阀和顶盖的装配间隙中存在大量空气。焊接时这些残留空气受热膨胀,喷出熔池,形成炸孔。
建议解决方案:1)焊前彻底清洗盖板和防爆阀;2)优化焊接工艺,用预点焊+缝焊,通过点焊固定预防翘曲变形,以减少炸孔缺陷。
动力电池成组时其正负极柱与转接块之间的连接用激光焊接的方式。
产生原因:极柱焊缝是铝转接片和直径6 mm左右的极柱的配合面,因此极易残留润滑油、清洁剂等杂质。激光焊接时的热量使极柱处残留的杂质快速汽化,气体逸出熔池造成炸孔。
建议解决方案:1)焊前彻底清洗,清除产气杂质;2)优化焊接工艺,通过功率缓升来减少炸孔。把常规的一道焊接工艺优化为两道焊接,低功率的第一次焊接预热材料并排出气体,高功率的第二次焊接使熔深达到要求。
动力电池壳体主要采用Al3003铝合金,其厚度一般在0.6 ~ 0.8 mm之间,常用小功率光纤连续激光器焊接。该处的激光焊缝的主要质量问题是气孔,会降低电池的密封性。
解决方案建议:气孔主要是氧化膜或水汽分解导致的冶金型气孔。降低激光功率并提高焊接速度,气孔率最多降低到1.1%。为了进一步减少气孔,建议采用振镜激光代替脉冲激光点焊,利用匙孔对熔池的搅拌作用可以加快气泡逸出,几乎能完全消除密封焊缝的气孔。
动力电池的激光焊接是一种特殊工艺过程,各方面的失控都有可能会影响到其本身及整车的安全,性能及寿命。全面理解及掌握动力电池的激光焊接工艺,系统性地导入激光焊接过程质量监制的最佳实践,是保证量产阶段激光焊接高合格率,高一致性的基础。
2020年发布的第二版CQI-15焊接工艺系统评估标准已经成为动力电池行业头部生产厂家的激光焊接工艺及质量监控的标准,目前也是主流的乘用车整车厂对动力电池厂商的质量体系及激光焊接过程认可的重要参考标准。作为焊接设备工程师、焊接工艺工程师、生产质量工程师,你是否已经掌握:
CQI-15焊接工艺及质量的评估标准和应用?
动力电芯&模组的激光焊接技术,过程FMEA和控制计划?
激光焊接过程质量监控的最佳实践?
为此我们邀请某造车新势力BEV动力电池供应商质量专家,为大家分享《基于CQI-15的乘用车动力电芯&模组的激光焊接、过程FMEA及控制计划》。
在主流的乘用车外企有12年+的工作经验,8年+的动力电池行业工作经验,是动力电池激光焊接及超声波焊接的工艺及质量专家。从2018年开始,在动力电池行业,首次导入CQI-15到国内的龙头企业;成功地为多家动力电池行业第一/第二梯队的厂商进行了多轮的电芯、模组、电池包的DFMEA,PFMEA的培训;帮助多家动力电池行业第一/第二梯队的厂商完成了激光/超声波焊接工艺&过程质量监控的升级。
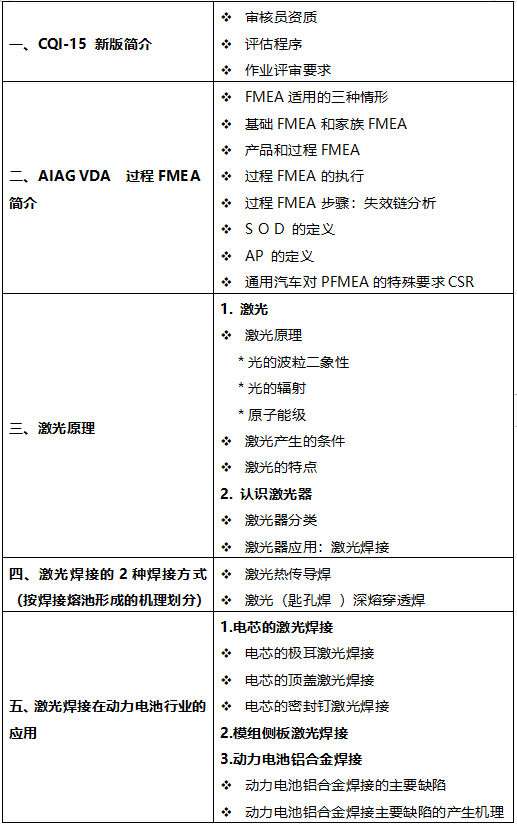
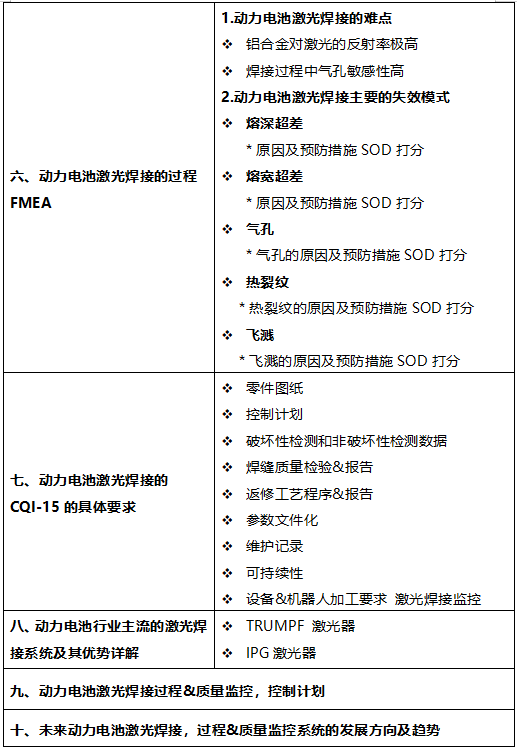
课程大纲
培训时间:2023年9月23-24日
培训方式:线下
培训地点:上海
课程费用:详情扫码报名咨询
备注:培训费用包含培训期间午餐及资料费用,往返交通及食宿自理
ATC汽车培训致力于培育未来汽车行业专家,为汽车行业人士搭建学习汽车领域深度知识的平台。以培训公开课、企业内训、项目咨询等形式,从精英化的技术学习盛会到个性化的专题学习,每年组织培训超过1,000+技术工程师,深受好评。
相关文章

